Casting projectiles is an art form of its own. It’s also a lot of work and requires specialized equipment that doesn’t lend itself to use in other industries or firearm hobbies outside of fishing. There are benefits of making projectiles at nearly 0 cost from scrap metals and loading up some incredibly accurate rounds. While it feels like a ‘no-brainer’ casting is not as easy take and requires a considerable upfront investment to get started. As a result, let’s take a look at the necessary tools and see if the equipment, time, and investment are worth the outcome.
What are the raw materials needed?
Generally, cast projectiles are made from lead alloys and in some cases, zinc. Years ago, scrap lead was incredibly easy to find and could be used to produce harder alloys. As the world came to be more concerned about lead contaminating waterways, scrap became harder to find.

Aluminum Mold Interior
Soft lead, like roofing lead, is an inadequate material. The flex and malleability cause it to work its way into the grooves of a rifle barrel when fired. To attain proper velocities, this needs to be turned into an alloy. Standard alloys in use are Linotype and Lyman #2 and it’s not uncommon to find arsenic lead, antimonial lead, plumbers lead, and calcium lead. The reason this material is extremely desired is the low melting point and ability to bind with other metals that produce a functional alloy.
Zinc is another familiar material. Governments lobbying for ‘lead free’ projectiles have frequently been met with steel or zinc. While zinc carries a much higher melting point (787F vs 621F) compared to lead, it’s still relatively low. One caveat with zinc is the weight. At nearly 30% less weight, projectiles and reloading data are complex and difficult to load.
Antimony, Tin, and Arsenic are commonly found in lead alloys. Antimony and Tin can exist separately and added while arsenic is often already found in waste or scrap lead. There is a considerable degree of safety that needs to be considered when using waste lead sources that contain arsenic as it can, quite literally, kill you. Mixing these various metals together with lead will provide varying degrees of measured hardness which can be used for specific velocities and worth a write up of its own. NEVER use lead from a used battery to cast projectile.
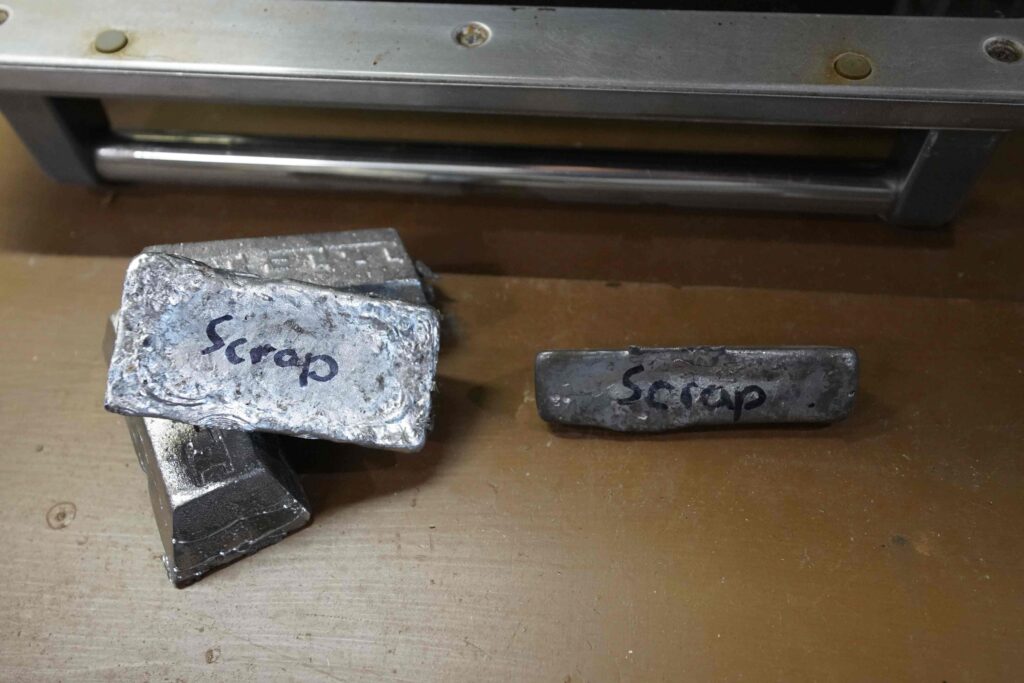
Lead Ingots
Range scrap is a mish mosh of all types of lead. Individuals often dig up berms to find what was left in the dirt and melt it into brand-new projectiles. This works but loses a lot of control in the overall hardness since it needs to be calculated for every batch of lead. Extra antimony here, a little less tin there. Getting an alloy mixture just right with scrap lead is trial and error if not near impossible.
Hardness can be tested via brinell harness testers. Every company offers a tool that achieves this differently. Lee creates a divot that must be measured manually, Saeco produces an in-hand metering device, even pencils can be used. The less scientific method is using the fingernail tip to make a small divot and feeling for hardness.

Hardness Tester
Back in the day, cast iron was used for melting lead for projectiles and toys. Today, there are much safer options available. Casting pots or electric melters are the most common way to go. These can be utilized indoors using electricity with proper safety considerations. Zinc should not be used for most brands. Not merely is zinc’s melting point near 800F, it can also react with aluminum which makes up the majority of affordable melter pots. Lead melts just over 600F and begins to vaporize at the temperatures needed for zinc (752F). This is a serious health concern. Zinc is best suited for the cast iron option and only outdoors. This requires some finesse as zinc is still ‘chunky’ even when melted.
I prefer a melting pot like Lee that offers a bottom pour option. It eliminates the need for ladles to scoop the lead – or zinc – directly into a mold, but those work just as well. Lee and Lyman, and RCBS offer bottom pour and ladle options and are all proven brands. Remember to never mix up your lead and zinc tools. Zinc will spoil a perfectly good lead mixture making it impossible to use.

Molds are straightforward, right? RIGHT?
No, they aren’t. Molds are made from a lot of materials. Aluminum, steel, and brass are the 3 main materials used. Companies like Lee focus completely on aluminum molds which are affordable and easy to produce. Lyman and RCBS make steel molds capable of handling the heat needed for Zinc casting. NOE and MP produce brass molds and, in some situations, will make molds from Aluminum.

Size also matters. Larger projectiles clearly occupy more space. While there are 6 cavity molds for .22 projectiles, a .457 would be extremely heavy to efficiently operate. 2, 4, and 6 cavity molds are common with 2 and 6 being the most common. Steel, being a heavier material, typically comes in 2 cavity options and retains more heat for an extended period of time. Aluminum cools quicky and with the lighter weight can offer more cavities for faster production. This comes down to personal preference and control depending on the methods used for casting.
Some come with handles while others do not. Handles are expensive, especially for steel molds. They need to handle the heat efficiently. Each manufacturer makes their own dimensions for handles and while some may overlap, not all do. All of Lee’s 2 cavity molds come with handles while their 6 cavity molds require additional handles. Likewise, RCSB and Lyman have separate handles that can be moved between brands. Lee can be modified to fit other brands, but this is not recommended by any manufacturers.
Measuring devices. Size does matter.
It’s a lot to unpack, but molds do not always cast – or drop – projectiles at exactly the same dimensions depending on their current temperature. Metals expand and contract as well as manufacturing variances. For example, a 6-cavity mold for .22 caliber 55 grain projectiles may drop 3 at .224, 2 at .225, and 1 at .226. This is a frustrating problem and the only way to be sure is to measure both weight and overall dimensions.
Calipers are used to acquire eternal dimensions. Frequently, reloaders measure the diameter in several areas to make sure there is proper ‘roundness.’ length is also measured. You see, cast projectiles need to be about .001-.002 inches broader than traditional FMJ or jacketed alternatives. Digital or mechanical calipers offer great solutions and can cost quite a bit for a quality pair.
With diameter and length, come weight. Always weigh the projectiles individually for precision loads. Bulk weight for plinking loads is common and acceptable but will result in velocity and precision variances. Consistency remains the key to reloading and bulk plinking loads will work even if they aren’t the best option.
One size fits all.
After casting, the diameter needs to be standardized which also removes the out of round features through poor mold manufacturing. Often, this is done when lubricating. Lyman and RCBS have been the standard for building lube machines with specialized dies that protect the projectile shape while sizing and lubricating.

Lee has a pass-through sizing system that often doesn’t require lubrication. Not as robust as their competitors, it’s inexpensive and easy to use. There is no right or wrong when sizing lead, as long as the job is performed.
To coat or to lube?
Lead through a barrel causes intense friction. Traditional methods to reduce this are to make bullets that have lube grooves and fill those grooves with some kind of slippery, viscous lubricant. It’s worked for hundreds of years. Over the last few decades, coating a projectile with either a lubricant or a polymer has become reasonably standard. I often subscribe to polymer coating myself.
Why do people coat the projectiles? Well, it acts as a lubricant and protects the projectile. Lead alloys that are too soft for certain velocities can be coated in a polymer and used at these increased velocities. It also increases the diameter. This is excellent for projectiles that drop .001-.002 inches smaller than required. 1 to 2 coatings will bump up that projectile to a usable diameter and make it ready for resizing.
Both of these methods require additional tools depending on velocities intended. Polymer coating need to be cooked on. Both spray on and dry coating methods need to melt the polymer to produce this protective layer. Toaster ovens are often used, as long as the temperatures can be reached and maintained efficiently – usually 200-400F. These can also be operated to ‘heat treat’ bullets for additional hardness. Lubed projectiles also need gas checks to seal the entire bore to attain proper velocities. While it is not necessary with coated projectiles, it’s still recommended to use a gas check to avoid gas blow by.

Lube Options with Projectiles
This list is not all-encompassing or overly detailed. It’s a basics introduction to the minimum tools required. None of the items listed are inexpensive or easy to replace. They are specialty items that can’t be used in other industries, but neither can ammunition. Casting is much more than melting lead into a mold. Hardness, coatings, measurements, and lubrication must be considered and accounted for. Each section could be an entire write-up of its own and there are many opinions on each subject. The key takeaway is that casting can save a tremendous amount of money with the proper tools. It may require years to see a benefit, but it’s there and ready for the taking!