It’s easily possible to improve the alignment and concentricity of a die set, and the result is getting closer to perfection in your ammo. Here’s how…
Glen Zediker
Last time I wrote about some problems some dies can have. A couple of those things mentioned had a thing or two to do with preparation and setup, and I said then that “next time” I’d address a few ways to improve the results from the dies you already have. So here it is, sizing die first:
Many of the parts that make up a die, including the die body itself, have threaded couplings to allow for adjustment. Well, threads have gaps and that means there’s some amount of free movement afoot, or “afloat” more correctly. If there were no gaps between threaded surfaces then there would be no threading possible. To see it, loosen a locking or jam nut from a die part, the seating die or decapping stem for instance, and wiggle the part. It wiggles… Taking steps to, at the same time, take out that play and improve parts alignment pays off.
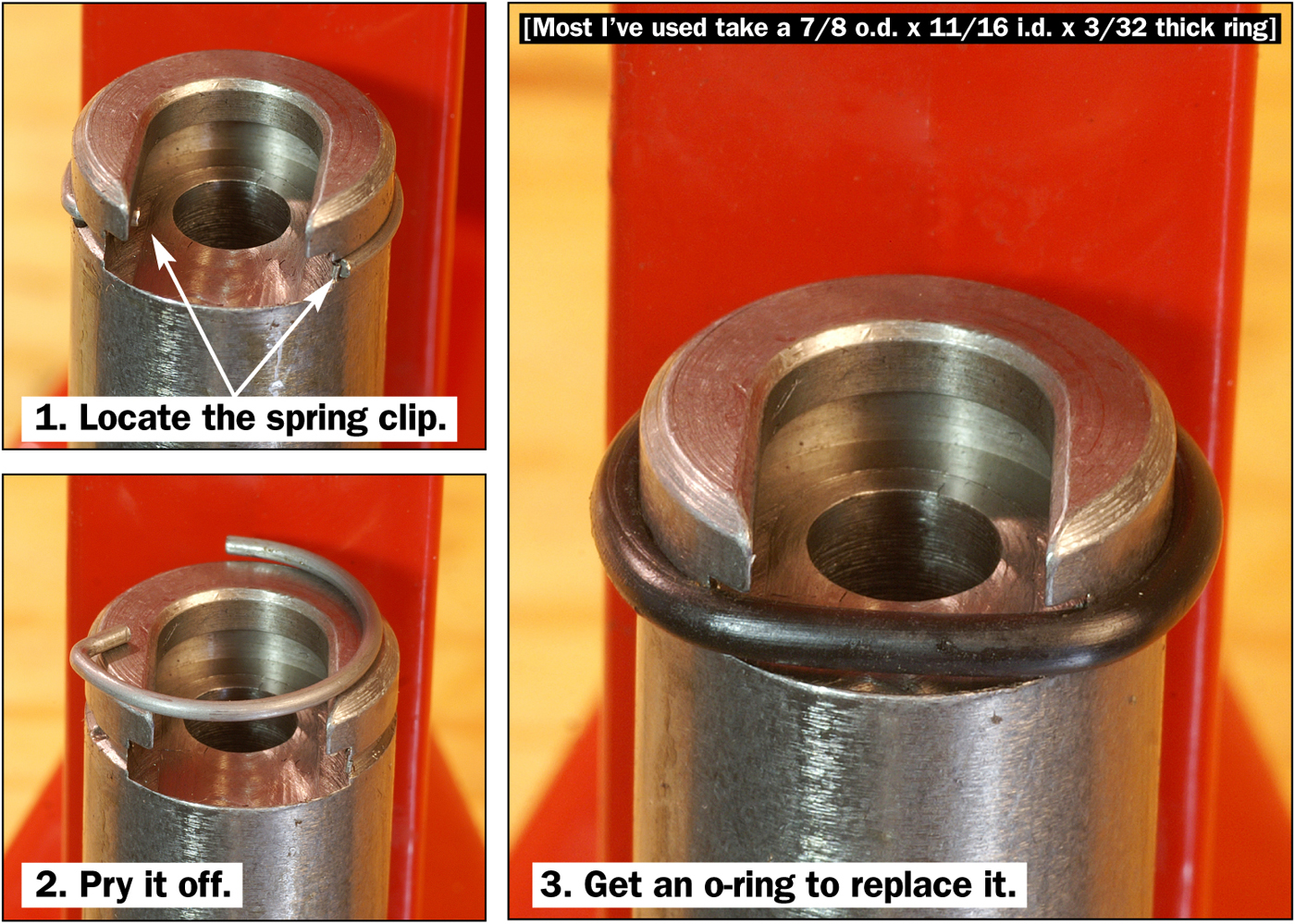
ONE: Let the shellholder float. One of the easiest mods to make to improve all die ops is to remove the apparatus that secures the shellholder into the press ram. It’s usually a wire spring clip. Pliers get it gone. Now the shellholder is free to slip in and out, mostly out, of its slot in the press ram, and an appropriately-sized O-ring banded around the slot area keeps it secure. Head to a real hardware store and find one easy enough. This mod has done two things: one is that the spring clip usually cocks the shellholder so it’s not sitting flat and flush with the ram top, which means neither is the case it’s holding, so now it is; and, two, there is now a self-centering action since the shellholder is free to move a tad. Always keep in mind that we’re dealing with small “tads” (0.001s of inches) and even though it might not be visibly noticeable, this floating setup will result in better alignment.
TWO: Flatten the die lock ring. The next little help is to get the die body and press ram as closely aligned as we can. There’s a lot of gap resultant from the helix of 14-pitch threads. After adjusting the die body downward to produce the amount of case shoulder set-back you want, run a case fully into the die and, holding pressure (lightly, not forcibly) down against the press handle, secure the locking ring. This will ensure that the die is sitting “flat” atop the press. Then ONLY install and remove the die using the locking ring itself! Never the die body. By the way, and this actually is important: I don’t like lock rings that secure via a set screw; I prefer those that offer a clamping-style effect. The little set screw will lever against the angled threads on the die body and that, alone, can tilt the lock ring.

If you’re using a standard-form full-length sizing die, it will have an expander ball or sizing button (either term applies the same, just varies with who’s literature you’re reading). This part is mounted to the decapping stem and functions to open up the inside case neck after the case neck has been outside-sized by the die interior area. Depending on the difference in diameters between the newly-sized case neck inside diameter and the sizing button diameter, that’s more or less stress and friction the neck endures.

I’ve talked more than a few times about the value of polishing the expander to reduce friction, but you still need then to make sure it’s sitting dead center within the die. So…
THREE: Align the expander ball. There’s a little bit of “feel” involved in this step, but it’s not hard to develop. The idea is to tighten the locking screw that secures the decapping stem against movement while the expander ball is captive in the sized case neck. After adjusting stem height (and, by the way, noticing the relatively huge amount of free movement the stem has) run a case up fully into the die and then retract it until you feel the expander engage within the case neck. Stop there. Now apply a little pressure against the press handle going the other direction (as if running the case back up) as you tighten the lock ring on the expander stem. That just set the expander in the center. If you have the tooling to determine this, select a case that represents your better examples of case neck wall thickness consistency for ultimate results.

Moving to the “other” die, the seater, the first step is the same as for the sizing die: flatten its seat atop the press, and that’s done pretty much in the same as for the sizing die. Instead of running a case into the die, though, I set an adequate number of flat washers atop the shellholder to bear some pressure against the die bottom. Then…
FOUR: Center the seater stem. Just like with the decapping stem, there’s thread play in the seating stem. Move the stem more toward an aligned center by simply securing its lock nut when there’s a bullet bearing up against the seating plug. As said, select a case with consistent neck walls to get best results. Now. The only foible with this is when you change seating depths by threading the stem up or down. It’s easy enough to repeat this op-step, but remember to do it. The BEST defense against alignment issues is purchase and use of a “competition”- or “benchrest”-style seating die. I’m talking about those having a spring-loaded sleeve that accepts the case fully before being run up to engage the seating plug. But, those still need to have their seating plug centered following the same sort of process used in these other “tricks”: snug the lock over a little pressure. That only has to be done once, though, for this die type.
The information in this article is from Glen’s newest book, Top-Grade Ammo, available HERE at Midsouth. Also check HERE for more information about this and other publications from Zediker Publishing.